
Новое достижение в области механизированной дуговой сварки в защитных газах – Сварка вращающейся дугой SpinArc!
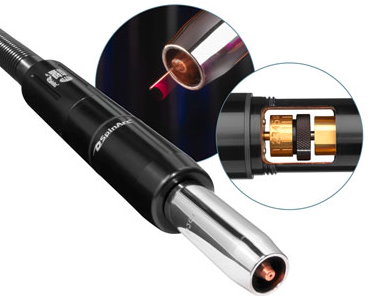
Процесс SpinArc основан на вращении контактного наконечника горелки подающего проволоку в зону сварки вокруг ее продольной оси. Благодаря высокой скорости вращения, порядка 5000 об./мин., образуется мощная центробежная сила, позволяющая каплям расплавленного металла быстрее достигать сварочной ванны, формируя качественный сварочный шов.
При этом значительно сокращается расход присадочной проволоки, уменьшается время сварки, растет производительность и рентабельность производства.

Для осуществления процесса SpinArc используется специальная безредукторная горелка SpinArc воздушного охлаждения мощностью 400А. Горелка очень неприхотлива в эксплуатации и может быть подключена к любому источнику сварочного тока для механизированной сварки в среде защитного газа (MIG/MAG).
Контактный наконечник горелки SpinArc имеет специальную форму позволяющую сваривать узкие швы с щелевой разделкой. Высокая скорость подачи проволоки и струйный перенос металла способствуют более глубокому проплавлению сварочной ванны, которая ранее была не достижима при тех же параметрах режима сварки. Горелка SpinArc оснащена цифровым блоком управления, которым задаются параметры скорости и радиуса вращения контактного наконечника. Меняя эти параметры, Вы можете добиться нужной производительности при проведении сварочных работ.
Процесс сварки SpinArc может быть востребован в различных отраслях промышленности:
- Аэрокосмической,
- Автомобильной,
- Тяжелой промышленности,
- Строительной промышленности,
- При производстве труб,
- При строительстве магистральных трубопроводов,
- При строительстве морских сооружений,
- В судостроении.
Процесс SpinArc может легко оптимизировать сварочный процесс в любой из этих отраслей. Ниже показаны шесть наиболее часто встречающихся применений этого процесса.
1. Сварка в щелевую разделку.
Этот тип соединения наиболее полно подходит под сварку с помощью процесса SpinArc и широко используется при строительстве магистральных трубопроводов с использованием механизированных систем сварки. Остальные отрасли, использующие сварку в щелевую разделку, также могут применять процесс SpinArc для повышения производительности.
При этом будет обеспечено максимальное качество сварного шва не только при визуальном, но и при ультразвуковом контроле.
На рис.1 показано сечение сварного шва трубы из стали прочностного класса X65 с наружным диаметром 273 мм (10 in) с толщиной стенки 30 мм (1,25 in). Шов выполнен с использованием сплошной сварочной проволоки ER80Ni-1 д.1,0 мм (0,040 in) при скорости подачи проволоки 23 м/мин (585 in/min) и скоростью сварки 48 см/мин (19 in/min). При этом скорость наплавки составила 5,5 кг/ч (12 lbs/hr).

Рис.1
При использовании сплошной проволоки д.1,1-1,2 мм (0,045 in) скорость наплавки возрастает до 6,8 кг/ч (15 lbs/hr), а скорость сварки становится 14 м/мин (550 in/min). При этом скорость сварки сохраняется на всем протяжении шва без изменений, даже в потолочном положении.
2. Наплавка
Другое применение процесса SpinArc - это наплавка коррозионно-стойкого металла (CRA) на поверхность изделия. Существует множество способов наплавки, в том числе под флюсом или электрошлаковая наплавка. Оба этих способа ограничены нижним положением шва, что требует применения дорогостоящих вращателей, манипуляторов и позиционеров. Еще один из способов такой наплавки - это аргонодуговая наплавка в защитных газах (TIG). Данный способ обеспечивает очень высокое качество наплавки, но он имеет очень низкую производительность. Этих недостатков лишен процесс SpinArc, который обеспечивает и качество и всепозиционность сварки.
Наплавка коррозионностойкого слоя на сплавы типа 625 является общим требованием в нефтяной и газовой промышленности. При этом, при производстве изделий работающих в кислыми средах, в наплавленном слое, максимальное содержание железа должно быть не более 10%. При стандартных способах сварки для этого требуется сделать несколько проходов с минимальной глубиной проплавления. Процесс SpinArc обеспечит минимальное количество проходов с нужной глубиной проплавления, которые минимизируют поступление в наплавочный шов элементов основного материала изделия, что обеспечит требуемый уровень содержания железа в наплавочном шве.
Кроме того вращение дуги делает шов более плоским, обеспечивает оптимальную конусность шва и улучшает перемешивание в сварочной ванне. Все это повышает качество сварных швов и позволяет процессу SpinArc быть отличной альтернативой другим способам наплавки. Горелка для процесса SpinArc может быть легко подключена к уже существующему на предприятии источнику сварочного тока.
На рис.2 показан пример наплавки сплошной проволокой д.1,2мм сплава 625 (ERNiCrMo-3).

Рис.2
3. Сварка в стык
Процесс SpinArc очень эффективен при сварке изделий в стык. Он обеспечивает отличное перемешивание расплавленного металла в сварочной ванне и способствует хорошему сплавлению кромок изделия в сварочном шве. При этом получаются отличные швы без подрезов и иных дефектов. При этом возможно сваривать листы толщиной от 5 мм до 50 мм с минимальным углом разделки кромок в пределах от 0 до 3-х градусов.
На рис.3 показан пример сварки стального листа толщиной 5 мм в стык без зазора и разделки кромок.
При этом скорость сварки составила 76 см/мин, а скорость наплавки 6,8кг/час. Сварка выполнена за один проход с полным проваром и достижением хорошей формы шва.

Рис.3
4. Сварка многопроходных швов за один проход сдвоенными горелками (Dual Torch)
На рис.4 показан двухсторонний стыковой шов с полным проплавлением выполненным в смеси газа 90Ar/10CО2 на керамичекой подкладке встык без скоса кромок с зазором 4,8мм на пластинах из стали DН/EH36 толщиной 12 мм проволокой марки E80C-Ni1 Н4 д.1,2мм. Сварка двухстороннего шва выполнена за два прохода со скоростью 47 см/мин.

Рис.4
5. Сварка угловых швов
Горелка SpinArc может быть использована при выполнении угловых швов ручной, механизированной или робототизированной сваркой. Диаметр, скорость и направление вращения наконечника горелки могут быть легко адаптированы под конкретные требования сварки. Для увеличения скорости сварки следует уменьшать диаметр вращения наконечника, а для увеличения размера катета шва следует увеличить этот диаметр.
Сдвоенные горелки используются для изготовления многопроходных угловых швов за один проход. При этом, первая горелка имеет малый радиус вращения наконечника для формирования корня шва, а вторая горелка имеет больший радиус вращения для формирования основного шва с заданными параметрами формы и размеров.
Процесс SpinArc позволяет значительно сократить время сварки, повысить производительность и снизить расходы на проведение сварочных работ.